- Как паять трубы из полипропилена своими руками
- Как правильно паять диффузионным методом — инструкция по шагам
- Как паять муфтовым (раструбным) способом
- Паять торцевым методом
- Как правильно паять армированный полипропилен
- «Холодная сварка» в соединениях полипропилена
- Соединение полипропиленовых труб электрофитингами
- Инструментарий для сваривания ПП труб
- Производим разметку глубины посадки трубного изделия
- Как сварить пластиковые трубы
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Этапы монтажных работ
- Рисуем монтажную схему
- Паяльник для полипропилена и другие инструменты
- Паяем первый стык
- Собираем секции на столе
- Свариваем участки в неудобных условиях
- Пайка труб на сложных участках
- Как правильно паять полипропилен — инструкция
- Таблица пайки полипропиленовых труб
- Соединение труб пайкой с армированием
- Правила пайки ПП, позволяющие избежать ошибок
- Влияние ошибок на качество сварки
- Как спаять ПП трубы без паяльника
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводов холодного и горячего водоснабжения и систем отопления.
Тем не менее, имеются некоторые тонкости, который надо знать и учитывать в работе.
Как правильно паять диффузионным методом — инструкция по шагам
Процесс пайки основан на расплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две детали и остудить их, то материал возвращается в исходное состояние и принимает первоначальную структуру.
Пайка полипропиленовых труб: технология сварочных работ
За это время расплав успевает перемешаться, создавая монолитные материал на глубину проникновения. В физике это называется диффузионной сваркой.

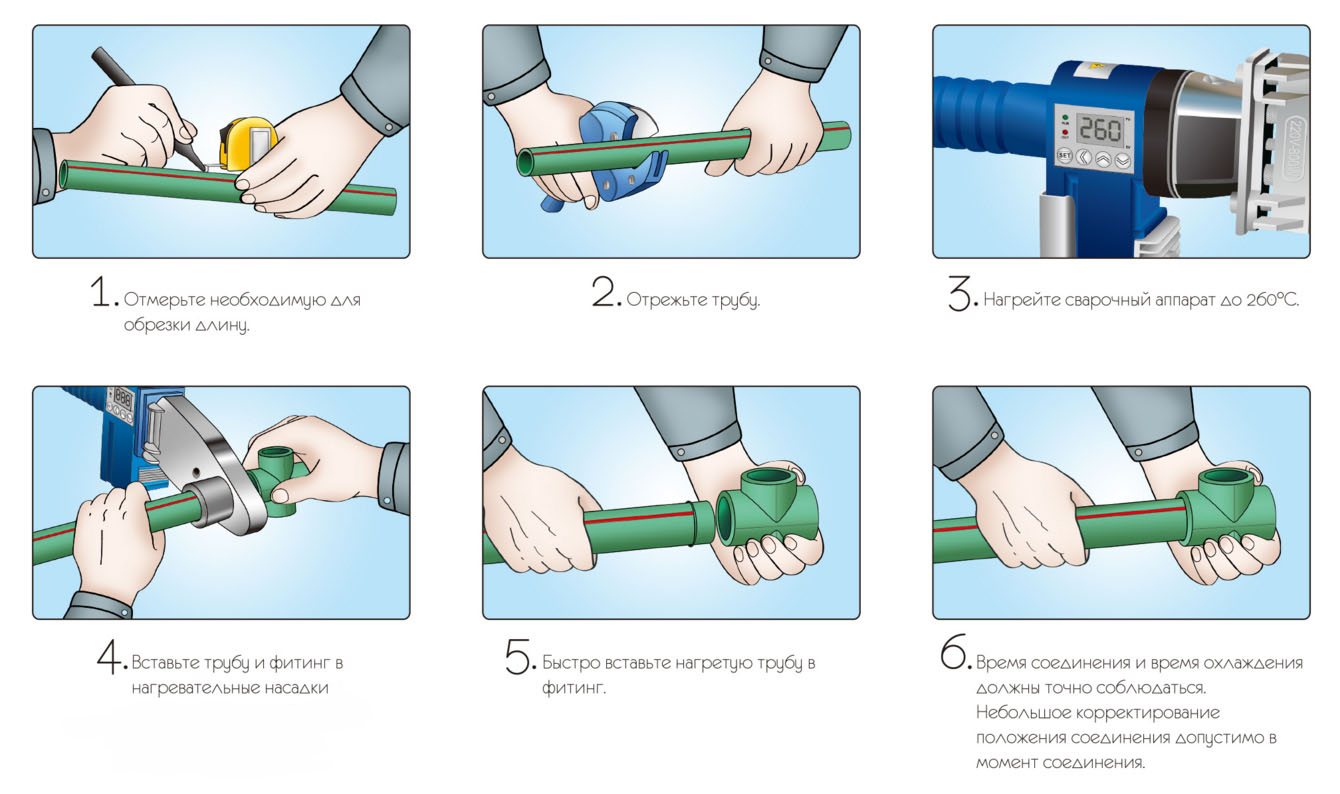
Выполнение стыка предполагает производство следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снять фаски под углом 45 градусов на обоих концах.
- Очистить от загрязнений и обезжирить свариваемые поверхности на заготовке снаружи и фитинге внутри.
- Установить на паяльник насадки необходимого размера.
- Включить паяльник и прогреть сопрягаемы детали в течение времени, указанного в инструкции.
- Снять детали с паяльника и состыковать их в нужном положении. Удерживать до полного охлаждения.
Необходимо уделить пристальное внимание соблюдению времени нагрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалось твердое основание. Это позволит деталям состыковаться соосно. Если детали перегреты и пластик размягчится на всю толщину, соединить их будет невозможно, они просто сомнутся.
Поэтому производителями инструмента рекомендуются временные отрезки для каждого размера отдельно.

Из приведенной таблицы видно, сколько времени нужно для качественного прохождения каждой стадии сборки. Как видно, условия достаточно жесткие.
При исполнении пайки своими руками важно перед началом работы произвести сборку нескольких пробных стыков, чтобы прочувствовать длительность временных материалов.
Нужно также обратить внимание на точность установки в осевом направлении при сопряжении деталей. Времени на контроль и исправление останется считанные секунды.
Пайка полипропиленовых труб, технология, инструменты
При какой температуре паять полипропиленовые трубы, установлено в конструкции сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как паять муфтовым (раструбным) способом
Такой способ соединения применяется для соединения изделий с целью удлинения прямых участков. Для этого используется муфтовый фитинг.
Муфтовая сварка полиэтиленовой трубы
Его устанавливают на конец трубы пайкой, после чего припаивают, вторю деталь. Пайка производится в соответствии с описанной выше технологией.
Паять торцевым методом
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
Как правильно паять армированный полипропилен
Армирующий слой, укрепляя структуру полипропиленовой трубы. Создает определенное препятствие для стыковки отдельных частей. Армирующая вставка препятствует диффузии материала, в результате чего соединение становится ненадежным.
Монтаж пластиковых труб, армированных по центру
Единственным способом обеспечить надежное соединение является удаление армированного слоя. Удаление наружного и армирующего слоя производится специальным инструментом – шайвером.
После зачистки верхнего слоя нужно тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно выполнять пайку по указанной выше технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, нужно учитывать, что его структура ничем не отличается от обычных труб и режимы пайки те же.
«Холодная сварка» в соединениях полипропилена
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления. Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Полипропиленовые трубы Kan-therm
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков — как правильно паять
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
https://youtube.com/watch?v=kgGd5Vli47M%3Ffeature%3Doembed
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.

Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.

Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.

Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.

- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
")
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.

Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
https://youtube.com/watch?v=YLVaCVzIelI%3Ffeature%3Doembed
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.

- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.

- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
https://youtube.com/watch?v=1y82gsrzfyE%3Ffeature%3Doembed
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Как правильно паять полипропилен — инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается.
Инструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн — фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Таблица пайки полипропиленовых труб
| Диаметр труб, мм | Длина участка, который нагревается, мм | Длительность периода пайки, секунды | ||
| Выдержка трубы в насадке паяльника | При соединении участков трубопровода | При затвердевании полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Время нагрева и выдержки ПП-труб при заданной температуре паяльника позволяет обеспечить высокое качество шовного соединения. Слабый нагрев не позволит размягчить коммуникации. Стыковать трубы при этом будет невозможно.
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками.

Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Технология пайки армированных труб не отличается от метода стыковки неармированных коммуникаций за единственным исключением: на подготовительном этапе торцы изделий нужно зачистить от усиливающего слоя, для чего применяют торцеватель, шейвер. После подготовки трубы обезжиривают, затем нагревают с помощью паяльника и соединяют.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая — обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Следует учитывать, что тонкостенные трубы прогреваются быстрее. Значит, период работы паяльника сокращается в 2 раза. Если изучается вопрос, при какой температуре паять такие трубы, нужно помнить о том, что значение этого параметра не зависит от габаритов изделия. Тонкостенные коммуникации соединяют между собой при таком же температурном режиме, что и толстостенные.
Влияние ошибок на качество сварки
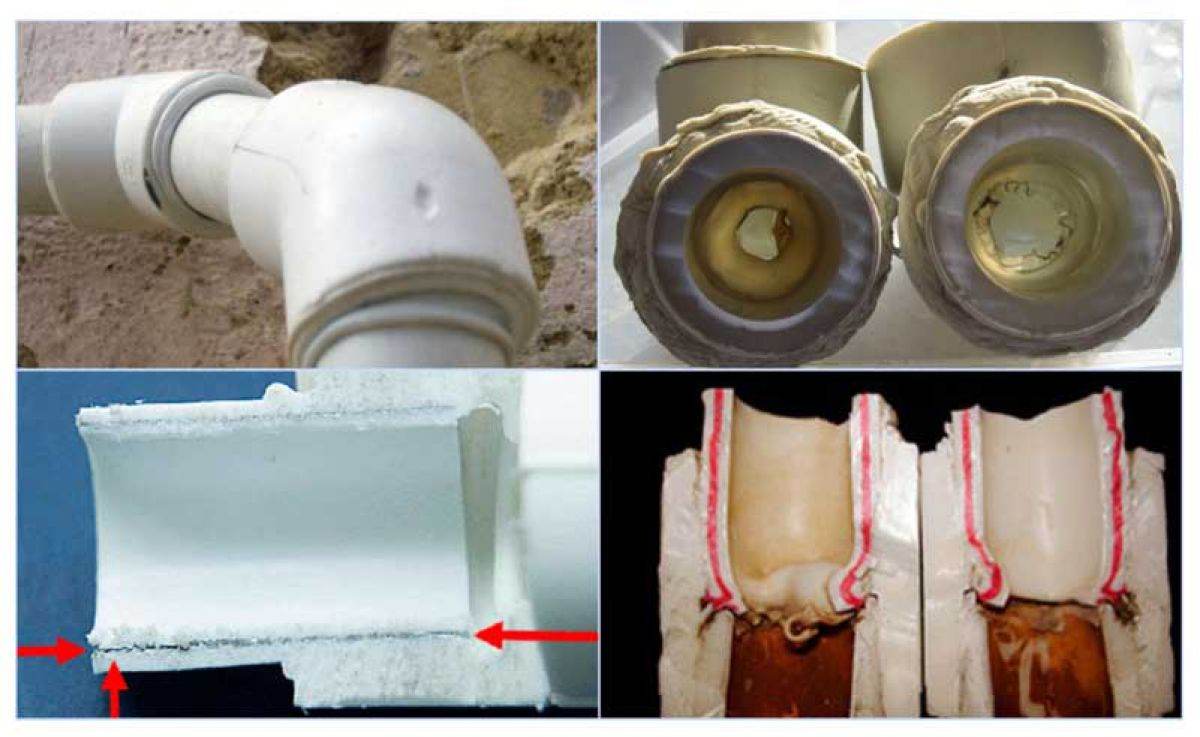
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Как спаять ПП трубы без паяльника
Когда рассматриваются методы, как сварить полипропиленовые трубы, не всегда есть возможность использовать специальный паяльник. В этом случае выбирают другие варианты, среди них:
- газовая горелка;
- компрессионная муфта;
- холодная сварка.

Если применяется горелка, не получится равномерно прогреть полипропилен. В результате шовное соединение будет выглядеть неаккуратно, в этом случае надежность шва снижается. Со временем на данном участке может появиться течь. Использовать такой метод можно в крайнем случае и только при монтаже систем холодного водоснабжения.

Компрессионная муфта обеспечивает надежное соединение коммуникаций, используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого элемента высокая. В результате расходы увеличатся, т. к. для разводки труб по всему помещению понадобится большое количество компрессионных фитингов.

Метод холодной сварки тоже эффективен. В данном случае применяют двухкомпонентный эпоксидный состав. Такой материал позволяет получить надежное соединение без специального оборудования.
Для фиксации коммуникаций нужно нанести клеящее вещество на очищенные и обезжиренные поверхности изделий. Затем трубу и фитинг стыкуют, плотно удерживая. Клей схватывается в течение 10 минут. На его полное отвердевание уходит 1 час. Данный вариант можно применять только при монтаже системы холодного водоснабжения.