
 Блог
Блог В нашей современной жизни бытовая техника стала неотъемлемой
 Блог
Блог В современном мире выбор стирального порошка стал непростым
 Блог
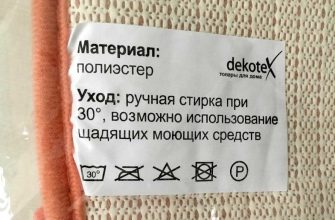
Блог Свойства полиэстера вызывают большой интерес у потребителей
 Блог
Блог В современном мире, где время становится все более
 Блог
Блог В современном мире искусственный мех является неотъемлемой
 Блог
Блог Джинсы — вечный тренд, который никогда не выходит из моды.

Как выявить неправильную регулировку температуры в

Как подключить к электросети Включать прибор стоит

Современные посудомоечные машины стали незаменимым

В современном быстро меняющемся мире все больше людей

В современном мире стиральная машина является незаменимым

Датчик температуры холодильника крайне важен, так как

Постоянно работает — не отключается!

Кондиционеры Мидеа активней стали продаваться на рынке

Наиболее распространённые поломки Хозяин стиральной

На что нужно обращать внимание в первую очередь?

В современном мире технологий бытовая техника становится

Посудомоечная машина является одним из важных бытовых
Посудомоечная машина
Возникновение ошибки Е09 в посудомоечной машине Bosch

Устранение причин появлении ошибки Е27 посудомоечной

Лучшие недорогие 45 сантиметровые посудомойки до 20

1 Gorenje GV6SY21W ★ Есть функция половинной загрузки

Ошибка в стиральной машине Хайер Большинство современных

Как отремонтировать терморегулятор в холодильнике своими

Роман 30 дек. 2020 Сливает эта машинка наура.

Как остановить программу и открыть люк Есть несколько
Свежие материалы
 Посудомоечная машина
Посудомоечная машина Посудомоечная машина давно не считается предметом роскоши.
 Посудомоечная машина
Посудомоечная машина Почему посудомоечная машина не включается и что делать?
 Посудомоечная машина
Посудомоечная машина В настоящий момент товары недоступны для заказа на samsung.
 Посудомоечная машина
Посудомоечная машина В статье мы расскажем: Посудомоечная техника марки
 Посудомоечная машина
Посудомоечная машина Стиральные машины, посудомоечные машины, сушильные
 Посудомоечная машина
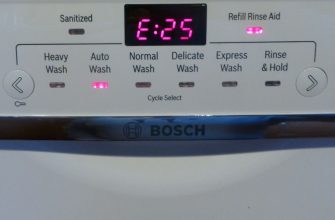
Посудомоечная машина Ошибка E25 в посудомойке Bosch (Бош) — причины, ремонт
 Стиральная машина
Стиральная машина Почему фильтр клапана подачи воды засоряется Какой
 Стиральная машина
Стиральная машина Почему течет стиральная машина LG, как найти неисправность
 Стиральная машина
Стиральная машина Почему стиральная машина зависает на стирке, полоскании
 Стиральная машина
Стиральная машина Холодильники, стиральные машины, посудомоечные машины
 Стиральная машина
Стиральная машина Когда с протечкой можно справиться собственными силами
 Стиральная машина
Стиральная машина Бытовая техника от производителя Samsung – это качество
Подразделы
 Электрика
Электрика Светильники на солнечных батареях – пожалуй, самый
 Дом и дача
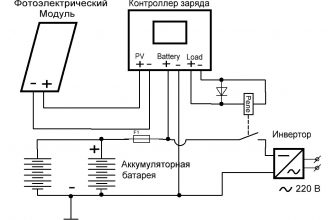
Дом и дача Солнечные контроллеры — какие они бывают и для чего нужны?
 Электрика
Электрика Солнечная электростанция на балконе.
 Дом и дача
Дом и дача Одним из ключевых элементов солнечной электростанции
 Дом и дача
Дом и дача Как запустить двигатель от стиральной машины в роли
 Электрика
Электрика Страница 1 из 89 Удорожание традиционных источников
 Дом и дача
Дом и дача Ветрогенератор на заднем дворе Время на прочтение Настоящий
 Дом и дача
Дом и дача Ветряки — перспективная альтернатива для традиционной
 Электрика
Электрика Наука подарила нам время, когда технология использования
 Дом и дача
Дом и дача Ветер обладает неимоверными энергетическими возможностями.
 Дом и дача
Дом и дача Устройство и использование ветрогенераторов Энергию
 Электрика
Электрика Дерево из солнечных панелей в Глайсдорфе (Австрия)
 Дом и дача
Дом и дача Состав, виды, правила безопасного применения 05 сентября
Электрика
Как выбрать узо для группы автоматов Введение Узо
 Электрика
Электрика Защита водопроводных розеток: сохраните ваш дом в сухости
Электрика
Как подключить люстру к двухклавишному выключателю
Электрика
Монтаж проводов и кабелей: подробное руководство Введение
Электрика
Назначение и принцип действия узо: разгадка тайн любимого
Электрика
Как установить спутниковую антенну Введение Если вы
Электрика
Какого цвета светодиодные лампы Введение Светодиодные