- Эффективные способы состыковки ПНД труб
- Приобретение ПНД труб и оборудования для их пайки
- Сварочные аппараты
- Мощность паяльного аппарата
- Сварка труб ПНД встык — технология процесса.
- Делаем паяльник для труб ПВХ своими руками
- Рейтинг лучших моделей паяльников для полипропиленовых труб
- Популярные модели паяльников для пластиковых труб
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные машины для сварки труб
- Процедура сварки полипропилена
- 1 Монтаж полиэтиленовых труб своими руками
- Сварка труб из ПНД
- Неразъемные способы соединения
- Посредством сварки труб встык
- Посредством электромуфтовой сварки
- Электромуфтовая сварка
- Соединение полипропиленовой трубы без пайки
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.

Организация гарантирует.
- . В продаже сертифицированные изделия отечественного и зарубежного производства. Товар комплектуется набором документов, соответствует международным стандартам качества.
- . Подобрать подходящие изделия помогут менеджеры «ЭкоМонтаж». Они расскажут о характеристиках оборудования, действующих расценках, условиях оплаты.
- Оперативное решение поставленных задач. Продукция отправляется в любую точку РФ. Компания сотрудничает с ведущими российскими перевозчиками, использующими морской и сухопутный транспорт.
Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.
Сварочные аппараты
Прежде чем начинать любую работу, требуется подготовить необходимый монтажный инструмент. Для создания надежного соединений труб, а также всех дополнительных деталей необходимо иметь специальный паяльник.
Небольшое примечание. Иногда соединение деталей изготовленных из полипропилена называют сваркой. Но этот процесс имеет много разновидностей, поэтому чтобы правильно ориентироваться, нужно запомнить, что полипропиленовые трубы соединяются только одним правильным способом – пайкой. Именного его порою называют сваркой. Для монтажа такой системы не применяются резьбовые фитинги, не используются металлопластик.
Фото Аппарата для сварки пп труб в раструб
Пайка полипропиленовых труб своими руками, требует приобретения сварочных аппаратов. В магазине или на строительном рынке присутствуют нескольких типов:
- Нагреватель имеет круглое сечение;
- Греющий элемент сделан абсолютно плоским.
Плоский паяльный аппарат в народе стали называть «утюгом». Это связано с его внешним видом. Он очень похож на такой бытовой прибор. Больших принципиальных отличий в таких сварочных агрегатах практически нет. Они могут отличаться только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, очень похожими на хомуты. В другом устройстве такие же насадки прикручиваются к нагревателю с двух противоположных сторон. Остальные элементы конструкции ничем не отличаются. Функциональная обязанность прибора, осуществлять качественную и надежную пайку полипропиленовых изделий.
В комплект паяльных устройств обязательно входят насадки. Самым недорогим, имеющим минимальный комплект, считается китайский паяльник. Его мощность не превышает 800 Вт. В комплект входит подставка, а также насадки, позволяющие проводить пайку труб ППР в диапазоне 20–32 мм.
Когда система отопления вашего дома выполнена из труб такого диаметра, то этого комплекта будет вполне достаточно. Но если в ваши планы входит профессиональные работы, связанные с пайкой, вам понадобится более серьезная комплектация.
Для труб 40–63 миллиметра необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие, отличающиеся повышенной надежностью комплекты, изготавливаются в крупнейших европейских странах. В комплект таких наборов входят следующие детали:
- Паяльник;
- Подставка;
- Тефлоновые насадки разных диаметров;
- Ножницы, позволяющие отрезать трубы, выдерживая 90 градусов;
- Шестигранник;
- Отвертка крестообразная;
- Рулетка;
- Перчатки.
Обратите внимание! Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию только в перчатках. Новички, не имея большого опыта, довольно часто получают ожоги, касаясь нагревательного элемента. Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра
В результате экономится время, особенно при работе с диаметром 20–40 мм.
Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра. В результате экономится время, особенно при работе с диаметром 20–40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу большого сечения (63 мм) необходима большая мощность системы. Если использовать паяльник для бытовых целей, будет достаточно мощность 0. 7—1 кВт.
Если мощность утюга превышает 1 кВт, он переходит в разряд профессиональных. Его стоимость намного дороже, обыкновенного паяльника.
Сварка труб ПНД встык — технология процесса.
Время чтения: ≈10 минут
Данная статья — отличное начало для новичка. В ней мы подробно рассказываем, что вообще из себя представляет паяльник для труб. Какие есть особенности у его конструкции, функционале и комплектующих
Мы рассказываем, какие существуют диаметры насадок для пайки, на что стоит обратить внимание при выборе паяльника, как не прогадать с мощностью и набором опций. Также вы узнаете, как правильно пользоваться этим незамысловатым прибором, что такое терморегулятор и зачем он нужен, какие производители лучше. Мы раз и навсегда поставили точку в вопросе выбора между дешевым турецким паяльником и дорогим немецким
И вся эта информация в одной маленькой статье! Чтение займет не более 10 минут. И за это короткое время вы узнаете всю основную информацию, которая понадобится вам для покупки и первого применения паяльника.
Делаем паяльник для труб ПВХ своими руками
Время чтения: ≈8 минут
Мы не понаслышке знаем, что у многих начинающих сварщиков просто нет возможности приобрести полноценный паяльник. А покупать самый дешевый вариант, который прослужит от силы 3 раза, нет никакого смысла. Если вы обладаете минимальными навыками электротехники и понимаете простейшие электронные схемы, то можете попробовать собрать аппарат для пластиковых труб своими руками.

В этой короткой статье мы раскрыли все основные нюансы, на которые нужно обратить внимание. Предоставили удобную схему и наглядные картинки. А также перечислили все комплектующие, которые вам понадобятся для сборки. Это практически пошаговое руководство, которое отнимет у вас два часа времени. Но в итоге вы получите надежный самодельный паяльник. Из статьи вы также узнаете, почему все-таки стоит собрать свой паяльник, а не приобрести самый дешевый аналог в магазине.
Рейтинг лучших моделей паяльников для полипропиленовых труб
Время чтения: ≈13 минут
Итак, вы поняли, что самодельный паяльник для полипропиленовых труб — это не ваш выбор. В таком случае можно пойти по простому пути и купить инструмент в магазине. Но вы сразу же столкнетесь с другой проблемой — огромный ассортимент. Производители предлагают настолько большой выбор паяльников, что даже профессионалы не всегда понимают, почему тот или иной прибор продается по данной цене. Что особенного в паяльнике за 500$? Чем он отличается от прибора за 100$?

В этой статье мы отвечаем на все вопросы. Также мы собрали для вас востребованные паяльники на современном рынке и составили небольшой рейтинг без мест. На представленные модели есть много обзоров и отзывов, которые более-менее объективны. В рейтинге представлен как недорогой паяльник для мелкого ремонта, так и профессиональная станция по пайке труб. Читайте, изучайте, выбирайте.
Популярные модели паяльников для пластиковых труб
Вам недостаточно рейтинга из статьи выше? Нужно больше паяльников из нижней или средней ценовой категории? Тогда эта статья обязательна к прочтению. В ней мы рассказываем о шести неплохих паяльниках, которые порадуют вас не только своей ценой, но функциональностью.

А в качестве бонуса в конце статьи можно прочесть еще одну небольшую инструкцию по сборке самодельного паяльника, но менее подробную. На случай, если даже эти модели вам не подходят, можете соорудить свой аппарат для пайки труб.
Время чтения: ≈5 минут
Dytron (Дитрон) — европейский производитель паяльников для сварки полимерных труб. Главное преимущество продукции Дитрон — хорошее соотношение цены и качества. Все паяльники отлично собраны и удобно лежат в руке. А результат пайки вас точно не разочарует.

В этой статье мы рассказываем о модели POLYS P-4. Она подходит для частных фирм и для сварки полипропиленовых труб своими руками в домашних условиях. Это отличный выбор для тех, кто выбирает первый паяльник, ведь производитель предлагает разные комплектации по выгодной цене. Остальные подробности касаемо этого паяльника читайте в статье. Тем более, что ее чтение не займет у вас больше 5 минут.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Фото из
Раструбное или муфтовое соединение полимерных труб
Пайка полипропиленовых труб и фитингов
Крепление фитинга для запорной арматуры
Стыковая пайка труб большого диаметра
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
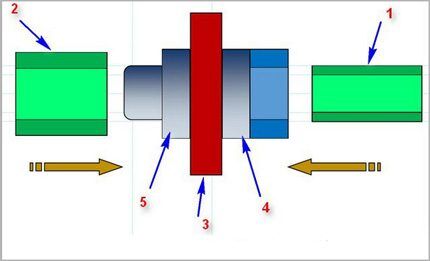
Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
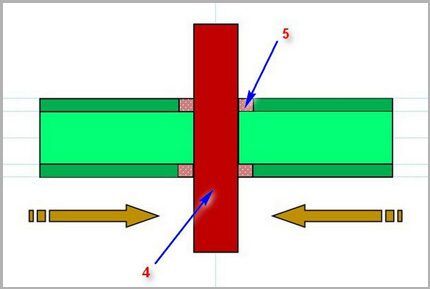
Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Шаг 1: Резка полимерной трубы перед пайкой
Шаг 2: Разметка глубины прогрева трубы
Шаг 3: Нагрев соединяемых деталей на утюжке
Шаг 4: Быстрое соединение после нагрева
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
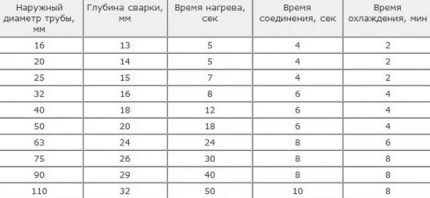
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
Условный диаметр трубы, ммВремя нагрева для оптимальной диффузии, секВремя на спайку деталей, секВремя на охлаждение деталей, мин205-882257-11103328-121244012-18205
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками, так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
Сварка труб из ПНД
Тема в разделе «Инструменты для инженерных систем», создана пользователем Dmitryo, 26.
Ответить в теме
Ваше имя или e-mail:
У Вас уже есть учётная запись?
- Да, мой пароль:
- Забыли пароль?
- Новые сообщения
- Лучшие темы
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
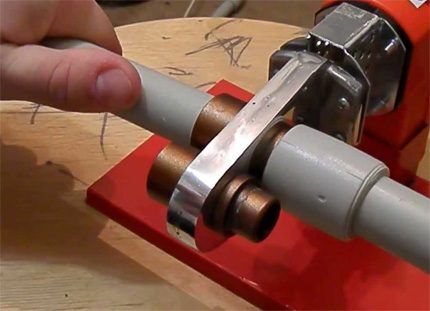
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.

Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.

Главным достоинством сварочных креплений является надежность, чего невозможно добиться при использовании метода холодного прессования. К числу «минусов» сварочного метода стоит отнести только невозможность разобрать соединение для проведения профилактических работ и прочистки той же трубы
Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
Этап 1: Установка свариваемых труб в центратор
Этап 2: Подготовка торцов труб торцевателем
Этап 3: Установка нагревательного элемента
Этап 4: Выжидание остывания полиэтилена
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Установка электродов для электромуфтовой сварки
Оперативное выполнение ремонта муфтой
Автоматизация процесса сварки труб ПНД
Сфера применения электромуфтовой сварки
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
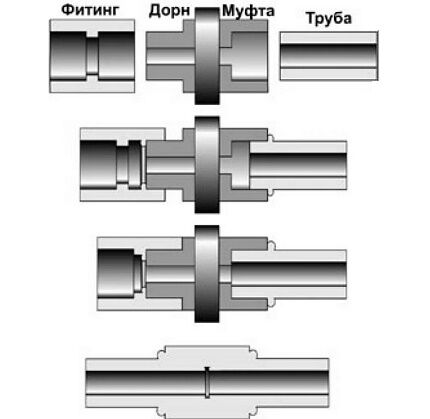
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
- Трубы обрезаются посредством специального инструмента.
- Свариваемые участки проходят очистку, с их поверхности удаляется жир, грязь, органические соединения.
- На поверхность трубы наносятся метки, отражающие глубину ее погружения в муфту.
- Концы труб, не задействуемые при сварке, временно герметизируются.
- Труба устанавливается в муфту.
- Муфта подключается к сварочному оборудованию при помощи клемм в верхней части.
- Процесс сварки запускается тумблером на аппарате. Он прекращается автоматически, по истечении заданного периода.
- Трубы находятся в неподвижном положении до полного остывания.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» — это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип пнд муфты, и особый клеевой состав. Для этого способа подходят не всякие полипропиленовые трубы, соединение без пайки предпочтительно использовать тогда, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено использовать электронагревательные приборы? Для решения этой проблемы были созданы так называемые «надвижные» и «компрессионные» фитинги.
Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, даст возможность подключиться к действующей магистрали из металлических или металлопластиковых труб. Компрессионный фитинг дает возможность создавать неразборное соединение, но требует наличия специального инструмента.
Пайку трубы пнд своими руками можно не производить, если реализовать соединение труб и фитингов при помощи натяжных шайб. Недостаток метода в том, что потребуется специальный инструмент, да и навык выполнения работ не помешает.
Компрессионный фитинг дает возможность надежно соединять полипропиленовые трубы без пайки
Более сложным будет вопрос о том, как запаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования. Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому все же придется найти паяльник, чтобы заменить вышедший из строя участок или фитинг. В качестве экстренной меры можно применить специальный клей или замазку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, нужно его обязательно протестировать перед сдачей в эксплуатацию. Самый простой способ, как проверить пайку полипропиленовой трубы в местах соединения с фитингами и переходными муфтами — это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с таковым вовсе не являются привилегией только мастеров высокой квалификации. Знания о том, как правильно спаять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника – даже сети Интернет. Просмотрев краткую видеоинструкцию, легко получить представление, как правильно паять трубу из полипропилена от любого производителя. Поэтому и начинающие мастера вполне способны монтировать технически сложные и надежные трубопроводные системы. Но специалистами становятся только те, кто соблюдает технологию и выбирают температуру паяния полипропиленовых труб правильно. Используя же табличные данные, указывающие, как правильно паять трубу из полипропилена, можно еще и расходовать средства, выделенные на строительство или ремонт коммуникаций, более экономно.